

Soldered Connection Technology
for electrical Connectors
SMT for Connectors for the Automotive Industry
SMT: How it works
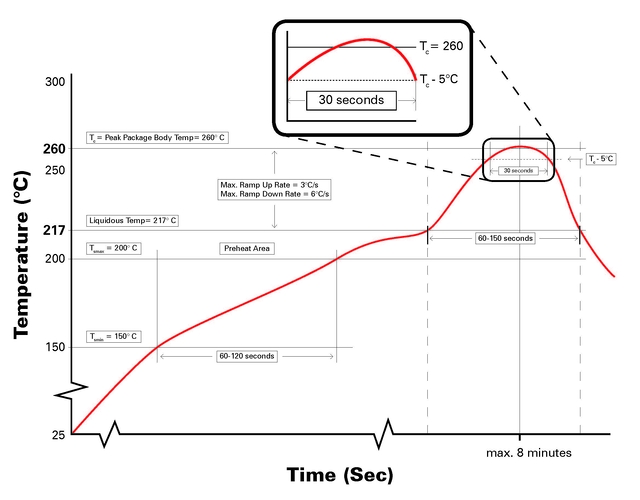
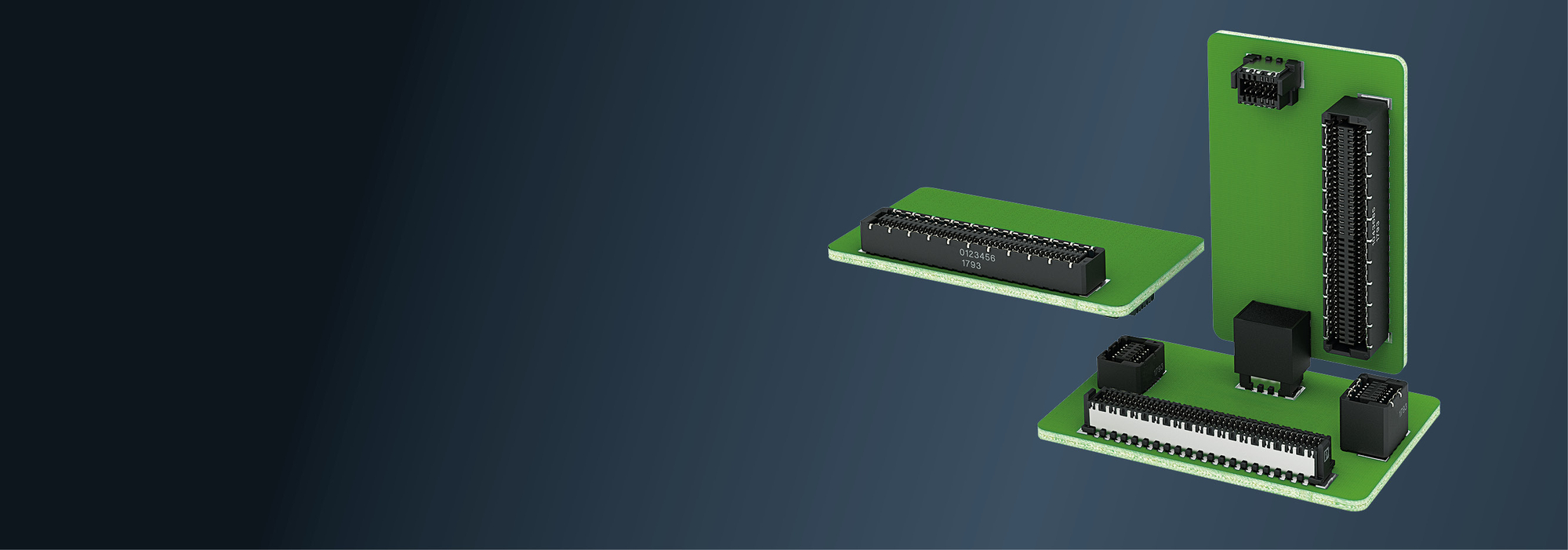
Connectors used in SMT (surface-mounted technology) are soldered to the PCB by means of solderable connection surfaces. For this purpose, the components are soldered with solder paste onto the defined solder pads in a reflow oven. The individual zones of the oven cause the solder to melt. The temperature is then slowly lowered to allow the solder to harden:
This technique is used to assemble the PCBs on both sides. In addition, it enables huge savings in assembly space due to the miniaturized connectors with a pitch of 0.5 mm, allowing components to be manufactured smaller and more cost-effectively.
This technique is used to assemble the PCBs on both sides. In addition, it enables huge savings in assembly space due to the miniaturized connectors with a pitch of 0.5 mm, allowing components to be manufactured smaller and more cost-effectively.
Our Connectors in SMT for Automotive Electronics
You are looking for a different or customized connector?
We are happy to advise you!
SMT: Things to keep in mind
Surface-mounted technology is straightforward to use if a few specifications are kept in mind.
Solder foot, solder pad and solder paste must be matched to generate a standard-compliant IPC-A-610 solder joint. The IPC-A-610 has become a worldwide standard, which is why connector manufacturers are also urged to adhere to it in terms of product quality optimization and reliability during the design of their products. Taking into account the tolerance chain, the new SMT plug connector Zero8 from ept is designed for the highest class according to the IPC-A-610 (Class 3). IPC Class 3 relates to high-performance electronics, for which failures must be excluded. Products in this category must guarantee continually high performance and functional safety as well as 100% availability.
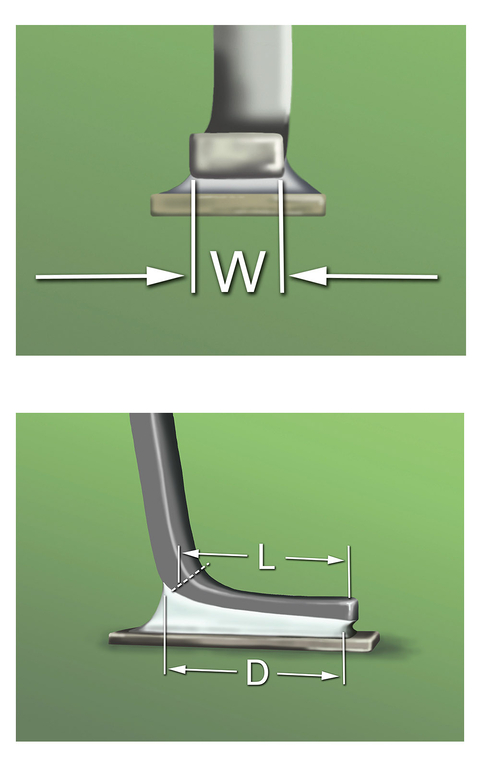
In conjunction with optimal wetting, only so much solder should be used at the soldering point as is necessary to ensure that the contour of the component connections remains visible. The angle between a drop of liquid solder and the base material is called the wetting angle, which must not exceed 90°. The surface of the solder joint must be concave and have a flat edge on the terminal to be soldered. The maximum tip overhang and side overhang must be selected so that the minimum electrical insulation distance is not violated. In terms of the side overhang, it must also be ensured that it does not exceed 25% of the connection width. The length of the formed foot, the connection thickness, and the connection width depend on the component construction.
The solder at the heel should extend across the thickness of the connection, minimally to the center of the outer bend and maximally to the upper joint bend. The connection bend should not be filled and the solder should not touch the component body. The minimum width at the end of the solder joint must be 75% of the connection width. The minimum length of the solder joint on the side should correspond to the foot length (if the foot length is less than three times the connection width), or be equal to or greater than three connection widths (if the foot length is greater than three times the connection width). The volume and surface tension of the solder and size of the wettable surface are decisive for the shape of the meniscus.
In addition, the surfaces should be connected in a tangential curve. This concave formation is called the meniscus. With regard to the cleanliness of the solder joint, there must be no solder residue outside the solder joint, and the solder joint itself must be clean and even.
Faults can occur at any time during assembly, on the assembly machine, or during the subsequent soldering process. This can result in missing or incorrectly assembled components.
Other faults that may arise are skewed or shifted components, pins that are not soldered or soldered inadequately, or shorts and contamination between the pins. This is where automatic optical inspection (AOI) comes into play. It is used to check empty circuit boards, ceramic substrates, paste printing, and assembly processes, as well as to monitor the soldering process.
SMT connectors developed by ept feature the optimal contact geometry for reliable soldering and they are suitable for automatic optical inspection.
Solder foot, solder pad and solder paste must be matched to generate a standard-compliant IPC-A-610 solder joint. The IPC-A-610 has become a worldwide standard, which is why connector manufacturers are also urged to adhere to it in terms of product quality optimization and reliability during the design of their products. Taking into account the tolerance chain, the new SMT plug connector Zero8 from ept is designed for the highest class according to the IPC-A-610 (Class 3). IPC Class 3 relates to high-performance electronics, for which failures must be excluded. Products in this category must guarantee continually high performance and functional safety as well as 100% availability.
In conjunction with optimal wetting, only so much solder should be used at the soldering point as is necessary to ensure that the contour of the component connections remains visible. The angle between a drop of liquid solder and the base material is called the wetting angle, which must not exceed 90°. The surface of the solder joint must be concave and have a flat edge on the terminal to be soldered. The maximum tip overhang and side overhang must be selected so that the minimum electrical insulation distance is not violated. In terms of the side overhang, it must also be ensured that it does not exceed 25% of the connection width. The length of the formed foot, the connection thickness, and the connection width depend on the component construction.
The solder at the heel should extend across the thickness of the connection, minimally to the center of the outer bend and maximally to the upper joint bend. The connection bend should not be filled and the solder should not touch the component body. The minimum width at the end of the solder joint must be 75% of the connection width. The minimum length of the solder joint on the side should correspond to the foot length (if the foot length is less than three times the connection width), or be equal to or greater than three connection widths (if the foot length is greater than three times the connection width). The volume and surface tension of the solder and size of the wettable surface are decisive for the shape of the meniscus.
In addition, the surfaces should be connected in a tangential curve. This concave formation is called the meniscus. With regard to the cleanliness of the solder joint, there must be no solder residue outside the solder joint, and the solder joint itself must be clean and even.
Faults can occur at any time during assembly, on the assembly machine, or during the subsequent soldering process. This can result in missing or incorrectly assembled components.
Other faults that may arise are skewed or shifted components, pins that are not soldered or soldered inadequately, or shorts and contamination between the pins. This is where automatic optical inspection (AOI) comes into play. It is used to check empty circuit boards, ceramic substrates, paste printing, and assembly processes, as well as to monitor the soldering process.
SMT connectors developed by ept feature the optimal contact geometry for reliable soldering and they are suitable for automatic optical inspection.
SMT: Benefits
- Miniaturization of the connectors
- Reduced costs, as the PCB no longer needs drilling
- Reduced weight due to elimination of connecting wires
- Faster manufacturing of devices
- Increase in production quality due to elimination of contamination sources (cutting and bending of connecting wires)
- PCBs with smooth backs can be produced
- PCBs can be assembled on both sides
Gruppenauflösung

Overview of all Applications »
This is what you can rely on with ept
Outstanding Quality
We are committed to the zero-defect target as specified by the International Automotive Task Force (IATF).
We have the lowest error rate in the entire market. We also guarantee you the lowest contingency risk and the avoidance of expensive line stoppages, combined with a high on-time delivery rate. We have been able to improve the quality of our connectors ourselves and can assure you of optimum quality monitoring, thanks to the high level of vertical integration in our plants. This guarantee is backed up by a functioning quality and environmental management system that is ISO-9001, ISO-14001, and IATF 16949 certified.
We have the lowest error rate in the entire market. We also guarantee you the lowest contingency risk and the avoidance of expensive line stoppages, combined with a high on-time delivery rate. We have been able to improve the quality of our connectors ourselves and can assure you of optimum quality monitoring, thanks to the high level of vertical integration in our plants. This guarantee is backed up by a functioning quality and environmental management system that is ISO-9001, ISO-14001, and IATF 16949 certified.
Reasonable and Fair Pricing Policy
Everything comes from a single source – from development to production using in-house developed machines, right through to storage and delivery of the connectors.
This high level of vertical integration enables us to be extremely flexible and cost-effective and allows us to maintain fair conditions on the market.
This high level of vertical integration enables us to be extremely flexible and cost-effective and allows us to maintain fair conditions on the market.
Secure Processes
Our continuous project management (APQP) for product and quality planning is anchored throughout the entire product creation process. We pay the utmost attention to risk minimization and quality right from the beginning of the cooperation, while taking into account your specifications and our experience.
We are ept and that is what we stand for

"The automotive market is experiencing a serious upheaval. We are helping to shape this and develop solutions for unprecedented problems!"
Luitpold Braun, Key Account Manager at ept
Luitpold Braun, Key Account Manager at ept

"Stamping, injection molding, electroplating and assembly - we have all the manufacturing processes with all the know-how under one roof. That's a big advantage!"
Simone Kotz, Team Leader Internal Sales at ept
Simone Kotz, Team Leader Internal Sales at ept

"In times of difficult supply chains, our customers benefit from the high vertical range of manufacture!"
Wolfgang Beck, Key Account Manager at ept
Wolfgang Beck, Key Account Manager at ept
